

CNC-Spiegelfunkenmaschine
Parametertabelle
Fähigkeitsparametertabelle
| Artikel | Einheit | Wert |
| Tischgröße (Länge × Breite) | mm | 700×400 |
| Innenmaße des Verarbeitungsflüssigkeitstanks (Länge × Breite × Höhe) | mm | 1150×660×435 |
| Einstellbereich des Flüssigkeitsstands | mm | 110–300 |
| Maximale Kapazität des Verarbeitungsflüssigkeitstanks | l | 235 |
| X-, Y-, Z-Achsen-Verfahrweg | mm | 450×350×300 |
| Maximales Elektrodengewicht | kg | 50 |
| Maximale Werkstückgröße | mm | 900×600×300 |
| Maximales Werkstückgewicht | kg | 400 |
| Minimaler bis maximaler Abstand vom Arbeitstisch zum Elektrodenkopf | mm | 330–600 |
| Positionierungsgenauigkeit (JIS-Standard) | μm | 5 μm/100 mm |
| Wiederholgenauigkeit der Positionierung (JIS-Standard) | μm | 2 μm |
| Gesamtabmessungen der Werkzeugmaschine (Länge × Breite × Höhe) | mm | 1400×1600×2340 |
| Maschinengewicht ca. (Länge × Breite × Höhe) | kg | 2350 |
| Außenmaße (Länge × Breite × Höhe) | mm | 1560×1450×2300 |
| Reservoirvolumen | l | 600 |
| Filtermethode für Bearbeitungsflüssigkeit | A | Austauschbarer Papierkernfilter |
| Maximaler Bearbeitungsstrom | kW | 50 |
| Gesamteingangsleistung | kW | 9 |
| Eingangsspannung | V | 380 V |
| Optimale Oberflächenrauheit (Ra) | μm | 0,1 μm |
| Minimaler Elektrodenverlust | - | 0,10 % |
| Standardprozess | Kupfer / Stahl, Mikrokupfer / Stahl, Graphit / Stahl, Stahl Wolfram / Stahl, Mikrokupfer Wolfram / Stahl, Stahl / Stahl, Kupfer Wolfram / Hartlegierung, Kupfer / Aluminium, Graphit / hitzebeständige Legierung, Graphit / Titan, Kupfer / Kupfer | |
| Interpolationsmethode | Gerade, Bogen, Spirale, Bambuskanone | |
| Verschiedene Vergütungen | Schrittfehlerkompensation und Lückenkompensation werden für jede Achse durchgeführt | |
| Maximale Anzahl von Steuerachsen | Dreiachsiges Dreigelenk (Standard), vierachsiges Viergelenk (optional) | |
| Verschiedene Auflösungen | μm | 0,41 |
| Minimale Antriebseinheit | - | Touchscreen, U-Disk |
| Eingabemethode | - | RS-232 |
| Anzeigemodus | - | 15″ LCD (TET*LCD) |
| Manuelle Steuerbox | - | Standard-Tippbetrieb (mehrstufige Schaltung), Hilfsbetrieb A0~A3 |
| Positionsbefehlsmodus | - | Sowohl absolute als auch inkrementelle |
Beispieleinführung
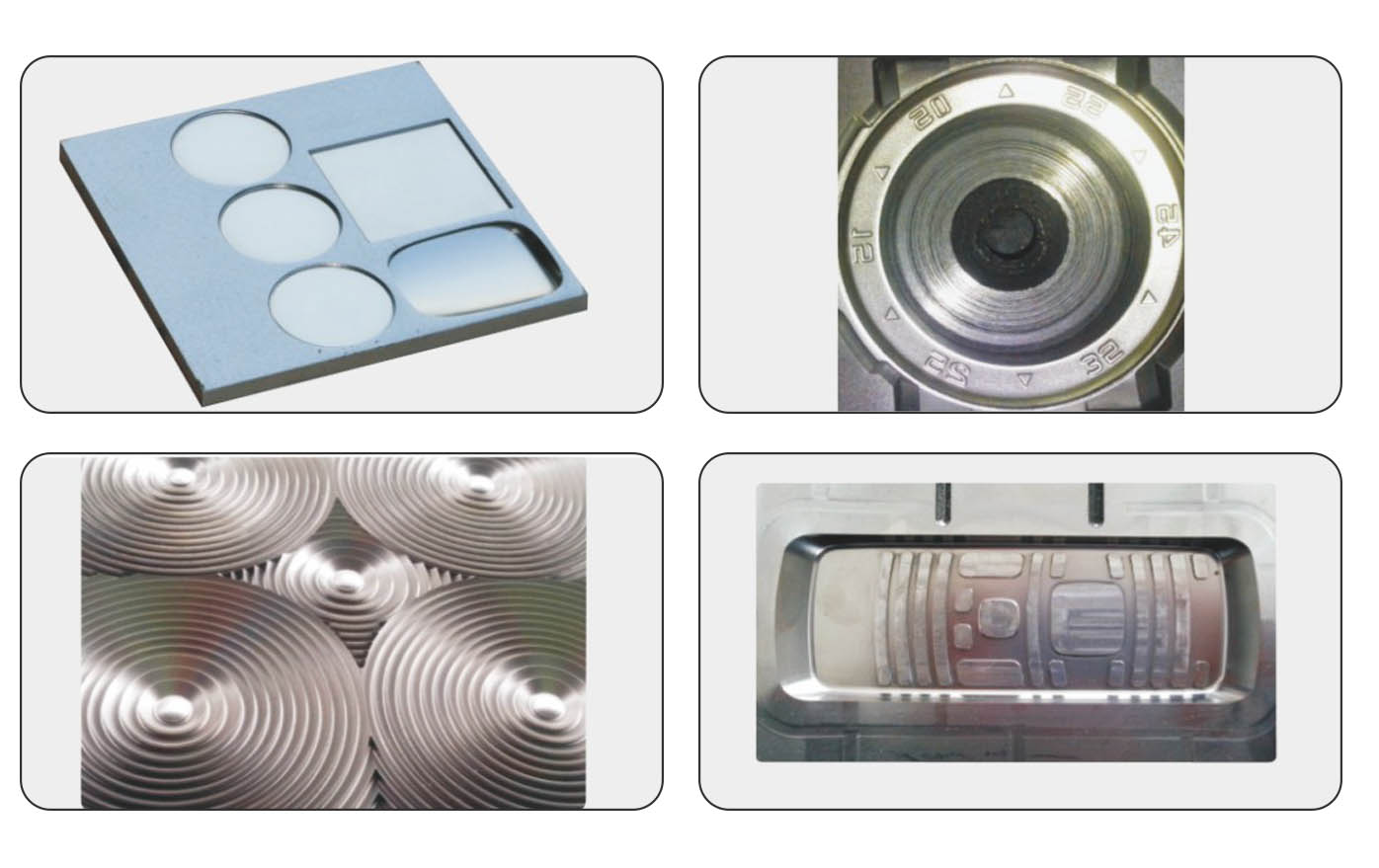
Ausführliche Verarbeitungsbeispiele (Spiegelglanz)
| Beispiel | Maschinenmodell | Material | Größe | Oberflächenrauheit | Verarbeitungseigenschaften | Bearbeitungszeit |
| Hochglanzpoliert | A45 | Kupfer – S136 (Importiert) | 30 x 40 mm (gebogenes Muster) | Ra ≤ 0,4 μm | Hohe Härte, hoher Glanz | 5 Stunden 30 Minuten (gekrümmte Probe) |
Uhrengehäuseform
| Beispiel | Maschinenmodell | Material | Größe | Oberflächenrauheit | Verarbeitungseigenschaften | Bearbeitungszeit |
| Uhrengehäuseform | A45 | Kupfer – S136 gehärtet | 40 x 40 mm | Ra ≤ 1,6 μm | Gleichmäßige Textur | 4 Stunden |
Rasierklingenform
| Beispiel | Maschinenmodell | Material | Größe | Oberflächenrauheit | Verarbeitungseigenschaften | Bearbeitungszeit |
| Rasierklingenform | A45 | Kupfer – NAK80 | 50 x 50 mm | Ra ≤ 0,4 μm | Hohe Härte, gleichmäßige Textur | 7 Stunden |
Telefongehäuseform (Mischpulververarbeitung)
| Beispiel | Maschinenmodell | Material | Größe | Oberflächenrauheit | Verarbeitungseigenschaften | Bearbeitungszeit |
| Telefongehäuseform | A45 | Kupfer – NAK80 | 130 x 60 mm | Ra ≤ 0,6 μm | Hohe Härte, gleichmäßige Textur | 8 Stunden |
Schreiben Sie hier Ihre Nachricht und senden Sie sie an uns



